Проектирование и реализация стального каркаса ангара 15,5х48 м
Строительство быстровозводимых зданий требует предельной точности на этапе подготовки рабочей документации. В данном материале мы разберем проект ангара из сэндвич-панелей, который располагается в Свердловской области. Основой здания служат деталировочные металлические конструкции (КМД), разработанные с учетом специфических климатических условий региона и эксплуатационных нагрузок от опорной кран-балки.
Исходные данные и нормативы
Инженеры подготовили проект в строгом соответствии с актуальными сводами правил. Основными документами стали СП 16.13330.2017 для стальных конструкций и СП 20.13330.2016, определяющий расчетные нагрузки и воздействия. Проектировщики учли специфику III снегового района, где нормативный вес снегового покрова достигает 150 кг/м². Температурный режим площадки строительства также внес свои коррективы: расчетная температура самой холодной пятидневки составляет минус 32 градуса Цельсия.
Конструктивные особенности и материалы
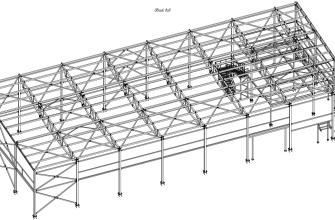
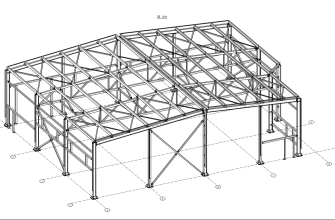
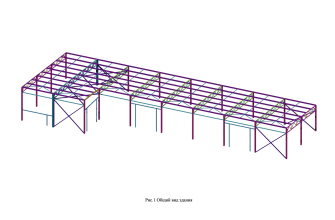
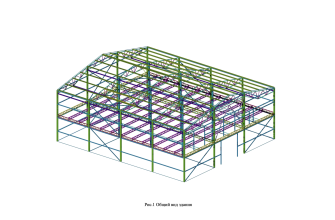
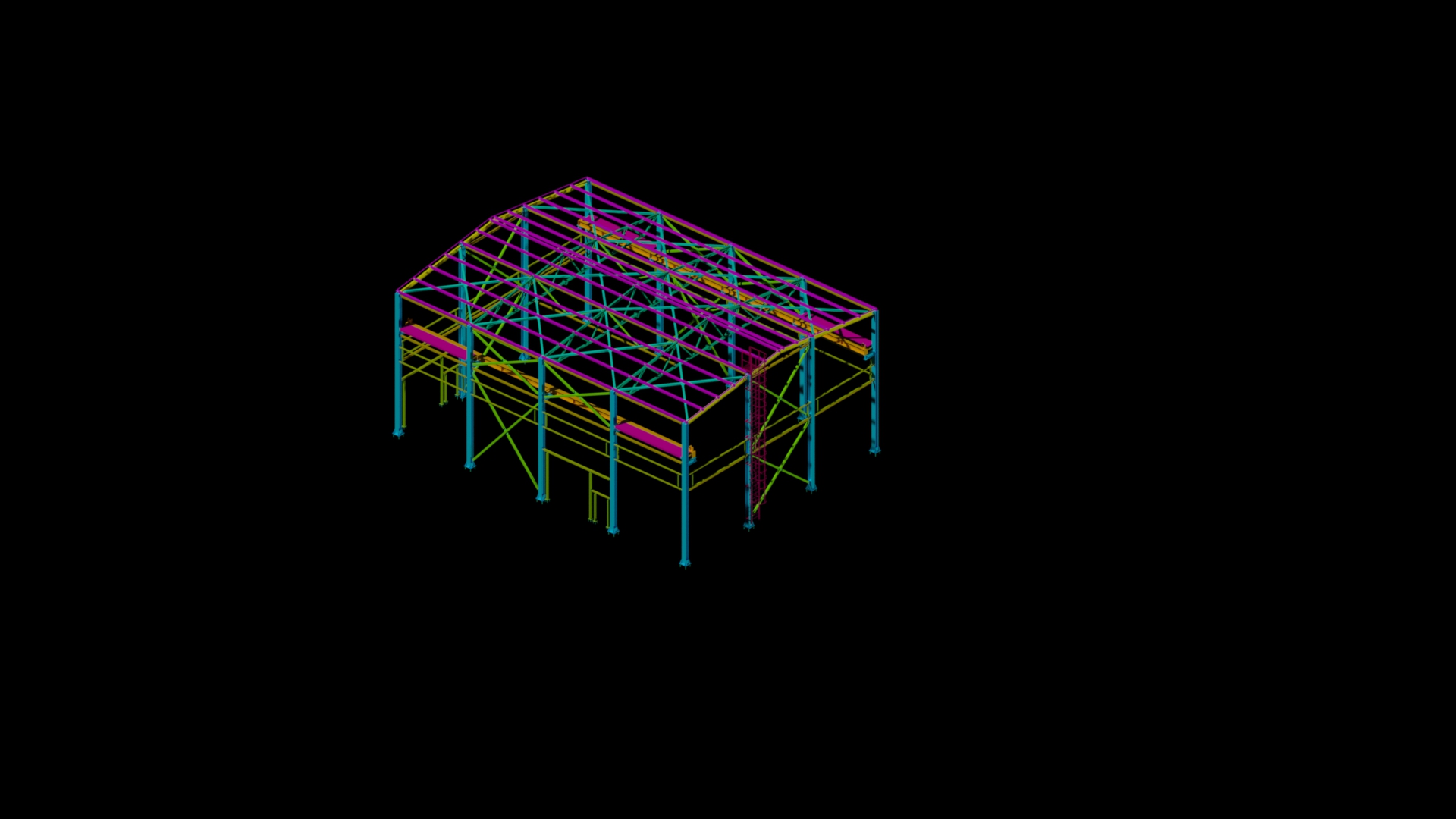
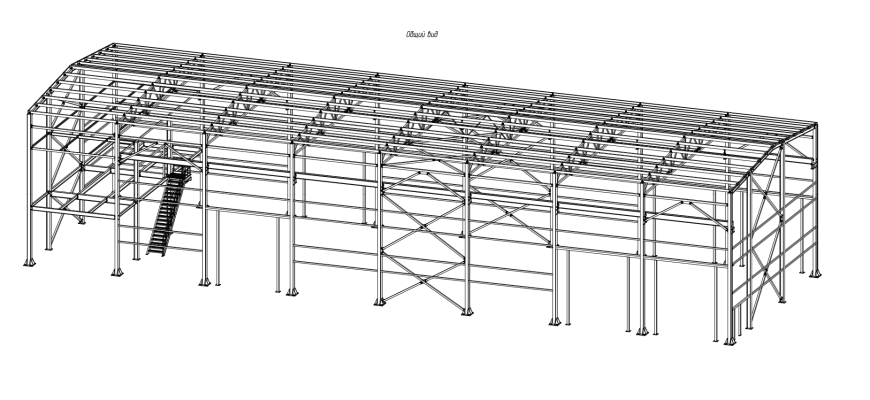
Несущий каркас включает в себя колонны, фермы покрытия и систему связей. Для изготовления элементов специалисты выбрали сталь марок С255, С235 и С345. Основной объем проката представлен двутаврами (например, I30Ш2, I25К1), швеллерами (C18П, C16П) и гнутосварными профилями различного сечения.
Монтаж каркаса предполагает использование болтовых соединений класса прочности 8.8. Важно отметить, что фланцевые соединения частей ферм рабочие выполняют на высокопрочных болтах с обязательным контролем усилия затяжки. После установки метизов в узлах, предусмотренных проектом, монтажники осуществляют финальную обварку соединений.
Антикоррозийная защита и долговечность
Защита металла от внешней среды занимает ключевое место в обеспечении срока службы ангара. Согласно спецификации, общая площадь окраски превышает 1600 м². Технология включает несколько этапов:
-
Подготовка: обязательное обезжиривание и очистка поверхности от ржавчины и окалины.
-
Грунтование: нанесение двух слоев грунта ГФ-021 с расходом 0,1 кг/м² на слой.
-
Финишное покрытие: окрашивание эмалью ПФ-115 также в два слоя.
Требования к производству работ
Изготовление конструкций на заводе должно соответствовать ГОСТ 23118-2012. Сварку деталей специалисты производят полуавтоматическим методом в среде углекислого газа или смеси с аргоном. Особое внимание уделяется качеству швов: катеты должны соответствовать наименьшей толщине свариваемых элементов, а сварка выполняется по всему контуру деталей.
Контроль качества включает обязательное освидетельствование скрытых работ, в частности, проверку сварных узловых соединений и качества антикоррозийного покрытия. Такой комплексный подход гарантирует надежность ангара в условиях промышленной эксплуатации.